The term Lean Production was popularized by Womack et al. to name a Japanese production system that had been developed by the automaker Toyota Motor Company several years after the Second World War. The Toyota Production System (TPS) was inspired by Ford’s mass production system, but deeply deviated from it to suit the socioeconomic reality in Japan after the Second World War (Pestana, 2011). It is about delivering the best value possible to the customer with the minimum resources possible.
Lean strives to achieve this goal through elimination / reduction of waste. The seven types of waste defined by Lean are (Aveta, 2012):
- Overproduction - This type of waste refers to procedures that should be finished because the requirements have been fulfilled. Instead, the procedures were continued despite the accomplishment of the required goals. This type does not only include product amounts made in excess, but also things produced too early, as well as excess transportation costs. It is important to know the exact demand of your product or service through research to reduce overproduction waste.
- Unnecessary Transportation - means having too many transports for a certain material or work in progress transportation.
- Waiting/Queuing – This type of waste could be described as the inactivity period generated by a processing machine, by a worker who stopped working, or by a function that needs time to be finished.
- Extra Processing – This type of waste refers to additional procedures that are made after the product is completed because of fabrication defects or bad storage and handling.
- Motion- Motion waste is the pointless movement of various employees, raw materials, or machines from one place to another.
- Inventory - Some of the inventory may be unhelpful in the current production order or it can provide only indirect help, which is usually not enough. The inventory range can be from raw state to work-in-progress and finished products.
- Defects - Products which do not respect the standards of quality imposed by the client are considered defective.
Lean has many principles and tools. One of its key tools is “Value Stream Mapping / VSM”. It employs a flow diagram documenting in high detail every step of a process. Many lean practitioners see value stream mapping as the fundamental tool to identify waste, reduce process cycle times, and implement process improvement. Some organizations treat the value stream map as the hallmark of their lean efforts (ASQ, 2009).
The main drive behind the use of VSM is to enhance value adding by increasing productivity through waste elimination or reduction. Such enhancement of value adding will result in enhanced quality (Hines & Rich, 1997). If improved quality is a byproduct of VSM, could safety benefit as well? Is it possible that VSM could result in safety enhancement (i.e. Lean Safety)?
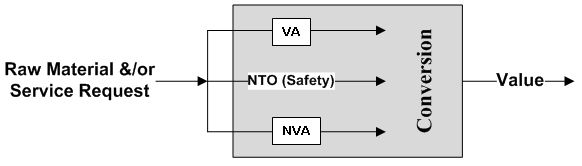
I think the answer is “Yes”. VSM can be utilized to enhance safety but to do that we need to find where the location of safety is in relation to the ultimate goal of VSM, which is the elimination / reduction of waste. Hines & Rich (1997) state that in relation to value, there are three types of operation:
- Non-value adding (NVA): pure waste and involves unnecessary actions which should be eliminated completely
- Necessary but non-value adding (NNVA): may be wasteful but are necessary under the current operating procedures
- Value-adding (VA): involve the conversion or processing of raw materials or semi-finished products or service requests through the use of manual labor.
If I want to place safety under one of the above three categories, it will be (NNVA)! Yes, that is true and logical despite all the facts we know about the ethical and economical role of safety. However, when we refer to value in line with the above categorization, safety is NNVA. This conclusion may look negative but it is not because safety will be given a “Necessary to Operation” status, so let me call it “Necessary to Operation / NTO” rather than NNVA. The following diagram illustrates the three types of operations within process context.
There are two important issues need to be carefully considered when putting safety as NTO:
- The positioning of safety as NTO is a management decision / commitment
- To increase the effectiveness of putting safety as NTO, we need to truly integrate NTO into the stream (workflow) of the value in question
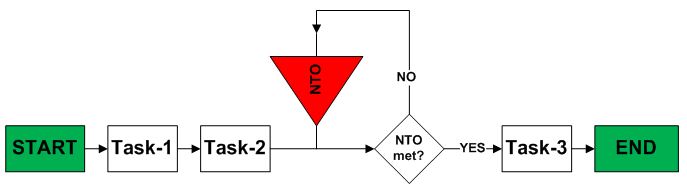
As an example, if I want to improve an automated stream of a specific value through the elimination of NVA to improve productivity, improve value, quality and enhance safety (all in one kick), I need to design that stream workflow so that the NTO is given the status of being a validation factor. What this means is that when the stream reaches a point where NTO is required, the stream can’t progress unless such NTO is met. In other words “NTO” will be embedded though true integration into the value stream as a validation factor. Such true integration is more than just “addition” or a “bolt-on”. If I can use the analogy of my Toyota car, I would say that:
- The car seat belt as a sub-system is added but not integrated into the car system because I can start my car engine and drive away without putting on my safety belt
- The car gear sub-system is truly integrated into the car system because starting the car engine will not be allowed to start unless the gear is on “P” position
True integration of NTO (safety) into a stream is illustrated by the following diagram:
The position of Safety NTO within an existing workflow can be achieved through a comprehensive study and re-engineering of the workflow in question. Effective participation of all those who are involved in the re-engineering process is essential for the success of the embedment of safety NTO into workflow.
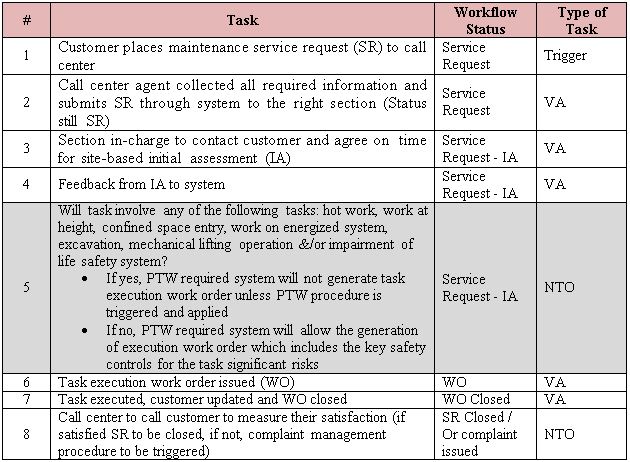
Moreover, technology can facilitate such embedment. An example of the utilization of technology to integrate a safety aspect into a workflow is the integration of permit-to-work (PTW) into maintenance service request where workflow is re-engineered in a way that makes PTW a validating factor. If it is not satisfied, the system will not create a work execution order. The following table describes the key steps of such workflow:
To conclude, I would like to emphasize that Lean and its tools can give safety a significant control status not only by considering it as NTO but also by integrating it into value stream map in a manner that makes it a necessity.
It is obvious that the focus of this approach is the workflow (procedure), which means that other safety enhancement tools like training / awareness, monitoring / measurement and continuous improvement are still very important.
References:
Ana Catarina Viriato Maia Ferreira Pestana (2011). Application of Lean Concepts to Office to Related Activities in Construction. Faculty of San Diego State University
American Society for Quality (2009). Profitable Applications of Value Stream Mapping Tutorial [Online]. Accessed on 22 February 2013 at: http://asq.org/learn-about-quality/lean/overview/value-stream-mapping.html
Aveta Business Institute (2012). Explaining the Seven Types of Lean Waste [Online]. Accessed on 9 March 2013 at: http://www.sixsigmaonline.org/six-sigma-training-certification-information/articles/explaining-the-seven-types-of-lean-waste.html
Michael Fisher, (1999),"Process improvement by poka-yoke", Work Study, Vol. 48 Iss: 7 pp. 264 - 266
Peter Hines and Nick Rich (1997). Lean Enterprise Research Centre, Cardiff Business School, Cardiff, UK. International Journal of Operations & Production Management, Vol. 17 No. 1, 1997, pp. 46-64
Peter Hines, Nick Rich, John Bicheno, David Brunt, David Taylor, Chris Butterworth, James Sullivan, (1998),"Value Stream Management", The International Journal of Logistics Management, Vol. 9 Iss: 1 pp. 25 - 42
Richard L. Daft and Arie Y. Lewin, (1993). Where are the Theories for the New Organizational Forms? Organization Science, Vol. 4 No. 4
Wikipedia (2013). Dialectical Materialism [Online]. Accessed on 18 February 2013 at: http://en.wikipedia.org/wiki/Dialectical_materialism



